|
Меню сайта
Статистика
|
Литейные без землиЛитейные без землиКокиль — французское слово, в переводе на русский язык означает «раковина». Это толстостенная металлическая форма. К ней прибегают тогда, когда необходимо изготовлять большое количество одинаковых отливок. Перед заливкой металла в одну из половин кокиля вставляют стержни. Затем две половины: кокиля соединяют и плотно скрепляют. В собранный таким образом кокиль заливают жидкий металл. Здесь он очень быстро затвердевает. Через несколько минут после заливки деталь можно уже вынуть. Затем внутреннюю поверхность кокиля продувают сжатым воздухом, прокрашивают и... снова начинают литье. Таким образом, в один и тот же кокиль можно заливать металл в течение нескольких часов подряд и за это время получить сотни и даже тысячи отливок. 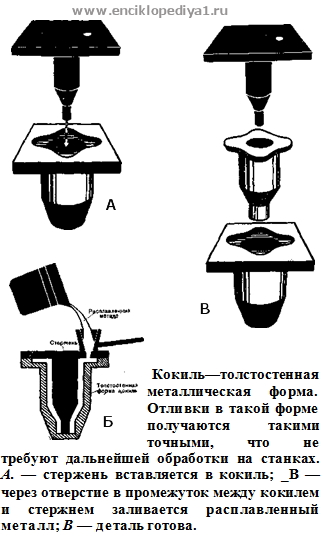
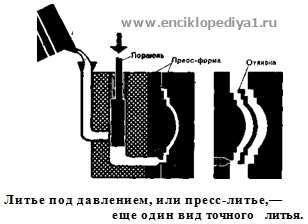
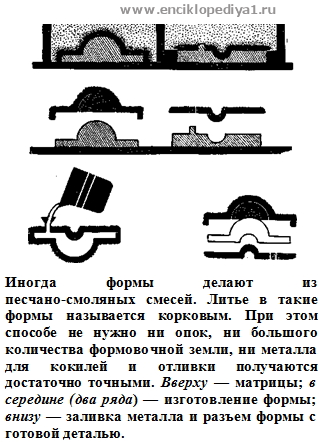
Этот способ имеет много преимуществ перед литьем в земляные формы. Не нужна формовочная земля, отпадает необходимость во многих машинах: землесмесительных, формовочных, кранах и т. д. Улучшаются условия труда, повышается производительность, а отливки получаются такими точными, что не нуждаются в дальнейшей обработке на станках. Но зато на производство самих кокилей приходится затрачивать много дорогостоящего металла, труда и времени. Однако в конечном счете эти дополнительные затраты оправдываются, кокильное литье находит на наших заводах все более широкое применение. Литье под давлением. Мы уже знаем, что литейные сплавы отличаются разной степенью жидкотекучести. Но оказалось, что если подвергнуть слой жидкого металла усиленному давлению, то металл можно заставить течь быстрее. Однако обыкновенные кокили не выдерживают высокого давления и разрушаются. Поэтому для литья под давлением изготовляют пресс-формы из специальной стали. (Этот метод литья иногда называют еще пресс-литьем.) Жидкий металл входит в форму не под действием силы тяжести, а как бы впрессовывается в нее под давлением сжатого воздуха или поршня. Металл при этом быстро затвердевает. Этот способ литья применяется главным образом при отливке деталей из легких и цветных металлов: из цинковых, алюминиевых, магниевых и медных сплавов. Машины для литья под давлением способны выпускать по нескольку тысяч отливок в смену. Таким способом можно получать отливки с очень тонкими стенками. Литье по выплавляемым моделям. Поиски лучших методов литья привели к еще одному решению: делать модели не из дерева или металла, а из особого легкоплавкого воскообразного вещества. Такую модель покрывают огнеупорной керамической оболочкой и заформовывают в опоку. Горячий металл расплавляет воск (парафин, стеарин) и занимает его место. Впрочем, этот метод не нов. Так в начале прошлого столетия делал отливки знаменитый мастер художественного литья В. П. Екимов. Смысл способа в том, что модель не надо извлекать из формы, она сама выплавляется. Поэтому такой способ и называют литьем по выплавляемым моделям. Это позволяет получать из чугуна, стали и бронзы очень точные отливки. Кроме того, этот процесс, что очень важно, хорошо поддается автоматизации. Корковые (оболочковые) формы. Иногда формы делаются не парафиновые или восковые, а из песчано-смоляных смесей (кварцевый песок и небольшое количество порошка особой искусственной смолы — пульвер-бакелита). Смола при нагреве до 200—250° плавится, обволакивает зерна песка, а затем затвердевает и скрепляет их между собой. При этом способе также не надо ни опок, ни большого количества формовочной земли, ни металла для кокилей. Правда, отливки получаются не такими точными, как при литье по выплавляемым моделям, но гораздо точнее, чем в земляных формах. Этот способ сейчас широко распространяется. Центробежный способ литья. Он основан на использовании центробежной силы, прижимающей металл к стенкам формы. Давление достигает нескольких атмосфер и позволяет получать отливки высокого качества. Этот способ очень эффективен. В последние годы литейное производство усиленно механизируется и автоматизируется, уже созданы первые автоматические литейные цехи, например цех-автомат, изготовляющий поршни для автомобилей из алюминиевого сплава. На всем пути — от поступления в цех брусков сплава до упаковки поршней — человеческая рука к ним не прикасается. Отливки здесь получают не в земляных формах, а в металлических — кокилях. Для контроля за качеством отливок в литейных цехах применяют спектральный анализ, гамма-дефектоскопы, ультразвук и др. (см. ст. «Дефектоскопия»).
|
ПОИСК
Block title
|